How to Setup Homing in CNC using a MASSO CNC Controller
Machine homing is one of the most important parts for a CNC machine simply because without knowing the reference or the position of each axis, you can’t use your machine. Things such as job fixtures, jigs, and automatic tool changes simply can’t work without homing.
Let’s first understand how homing works, as shown in this video.

- Homing works by moving the axis to a pre-defined position where we have a sensor or a switch and using that location as the reference point the controller can accurately know the position of the axis.
2. The next step is to mount homing sensors on the machine.
3. In this example Wire the sensors to the first 3 inputs on the MASSO. Input 1 will be the y-axis sensor input, Input 2 will be the x-axis sensor, and Input 3 will be the z-axis sensor.
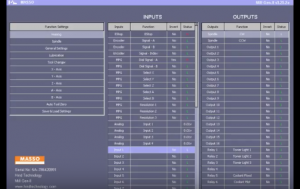
4. Go the F1 screen and assign these as homing sensor inputs. Go to the inputs list, go to input 1, set it as y-axis homing input, input 2 as x-axis homing input and input 3 as z-axis homing input.
Please also note that all homing input must show low when not triggered. If you get a normally high signal from your sensor or the switch, you can invert that signal by pressing the space key. At this stage, we can also check if the wiring to the sensors is okay by looking at the sensors status changing from low to high as we trigger the sensors.
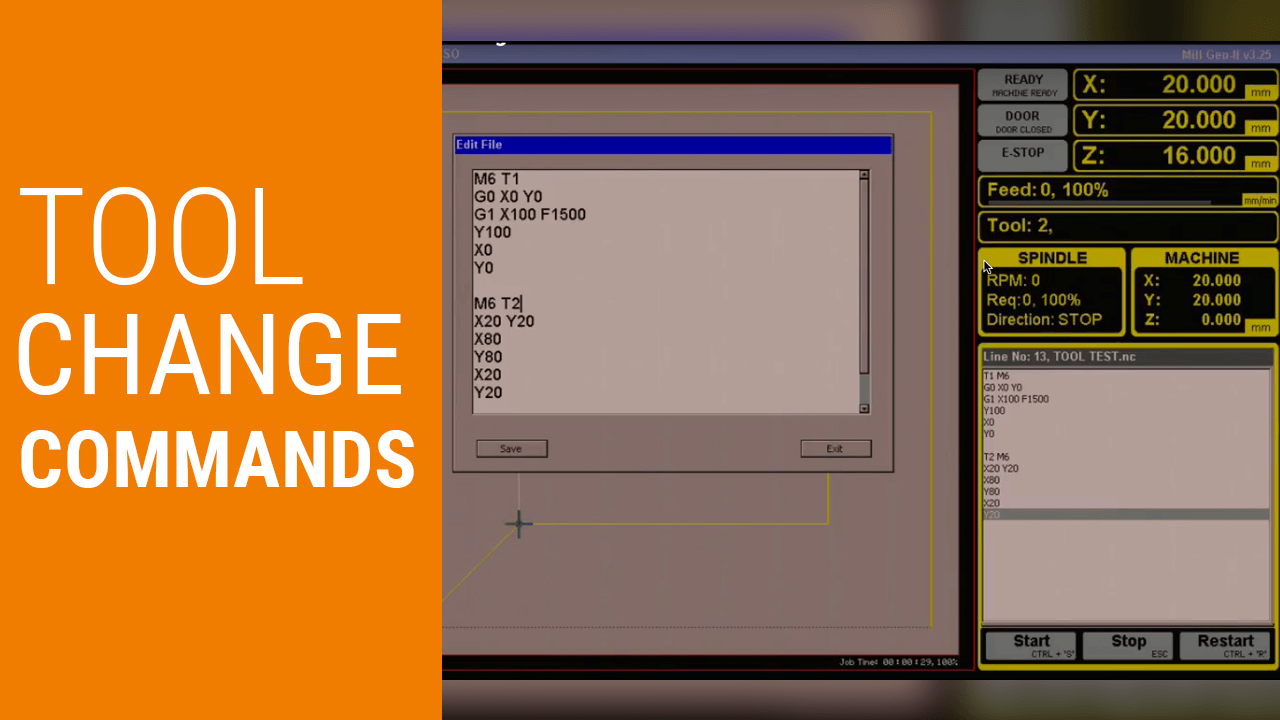
5. Final step is to set up the homing sequence. You can set up your own homing sequence as required but for this example we will be first homing the z-axis away from the workpiece, and then homing the x and the y axis together. For sequence 1, let’s select the z-axis so it’s homed first. For sequence 2 we will select the x and the y axis so both are homed together. Press ESC to save and exit.
Go to F2 screen and home the machine by pressing ctrl + alt + home key. In this video demonstration, the z-axis moved up but the x-axis is moving in the wrong direction, away from the sensor.
How To Fix The Issue?
- Go back to the homing settings screen, and invert the direction for your x-axis home.
- Press ESC to save and exit.
- Home the machine again.
The x-axis is moving in the right direction, towards the sensor, and so is the y-axis. The homing cycle is completed. Homing has finished but looking at the axis location, the x and z axis location is fine, but for y-axis it’s showing zero, whereas our machine is at its position 300 as we mounted the sensor towards the back.
How To Fix The Issue?
- Go back again to the homing settings.
- Go to the y home position, and rather having location 0.00 we’ll put 300.
- Save settings and exit.
- Let’s re-home the machine. Now the y-axis is showing its right position, at 300.
How to make sure machine is always homed before use?
It’s a good idea to set up request home on start up and E-stop. By doing this MASSO will first request the user to home the machine after power up and only then be able to use or run any G-code.
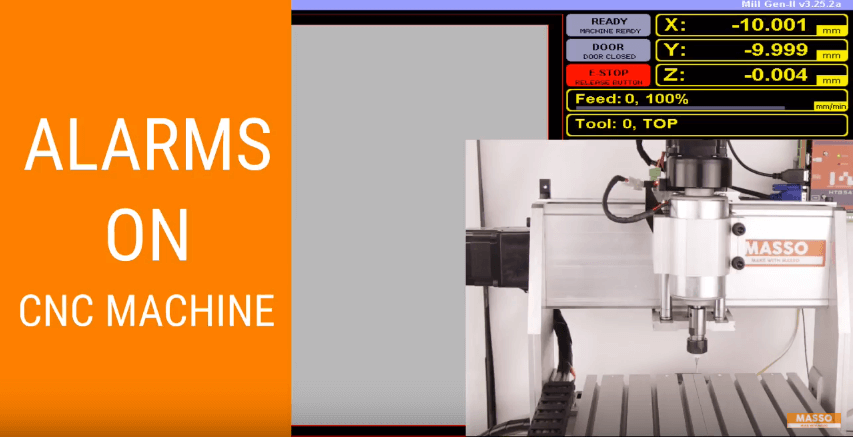
Power up the unit after saving these settings and as we can see we have two alarms in the screen, one is for the E-stop. Let’s press and release that E-Stop button to clear the E-Stop alarm. Now the controller is requesting to home the machine. Home the machine by pressing ctrl + alt + home. Now the controller is ready to run your G-code files.
Only with the proper homing setup, the machine can be used to its full potential.
Here’s the full video:
Visit hindtechnology.com for more info and tips on your CNC machining.

Post a comment
You must be logged in to post a comment.